Explore our premium catalog of high-strength structural materials, non-ferrous alloys, and engineered steel pipelines directly manufactured to international compliance codes.






Understanding the material composition, thermal profiles, and mechanical properties that make Cobalt HSS M35 the backbone of CNC and high-performance machining.
M35 is a molybdenum-series high-speed tool steel alloyed with 5% cobalt (HSS-Co5 / 1.3243 / SKH55). The addition of 5% Cobalt (Co) fundamentally shifts the structural integrity of the steel during high-load frictional cutting. While cobalt does not form carbides, it goes directly into solid solution within the matrix, significantly elevating the thermal stability, heat resistance, and tempering threshold of the substrate. This ensures the steel resists softening under dry-machining and structural drilling conditions.
The matrix of M35 tool steel consists of tungsten carbides, molybdenum carbides, and vanadium carbides nested in an alloyed martensitic structure. The balanced distribution of Tungsten (W) and Molybdenum (Mo) delivers excellent "red hardness"—the ability of the cutting tool edge to maintain its hardness (up to 64-66 HRC) even when operating at red-hot friction temperatures reaching 600°C.
| Grade Designation | Carbon (C) | Silicon (Si) | Manganese (Mn) | Chromium (Cr) | Molybdenum (Mo) | Vanadium (V) | Tungsten (W) | Cobalt (Co) |
|---|---|---|---|---|---|---|---|---|
| M35 (1.3243 / SKH55) | 0.88% - 0.96% | ≤ 0.45% | ≤ 0.40% | 3.80% - 4.50% | 4.70% - 5.20% | 1.70% - 2.00% | 5.90% - 6.70% | 4.50% - 5.20% |
| M2 (1.3343 / SKH51) | 0.82% - 0.90% | ≤ 0.45% | ≤ 0.40% | 3.80% - 4.50% | 4.70% - 5.20% | 1.70% - 2.10% | 5.90% - 6.70% | - |
| M42 (1.3247 / SKH59) | 1.05% - 1.15% | ≤ 0.45% | ≤ 0.40% | 3.50% - 4.20% | 9.00% - 9.80% | 1.00% - 1.35% | 1.20% - 1.90% | 7.80% - 8.50% |
Expert Insight: While M42 contains 8% cobalt offering slightly higher absolute hardness, it suffers from reduced toughness, leading to chipping under heavy shock loads or non-rigid setups. M35 is widely recognized by manufacturing engineers as the ultimate cost-to-performance compromise, providing the optimal ratio of toughness to red hardness for industrial drills, hobs, and broaches.
Shandong Baimaoxing Iron and Steel Co., Ltd. is located in Liaocheng City, Shandong Province, China. We are a large-scale integrated steel manufacturer and exporter specializing in research, advanced processing, global sales, and engineering support services.
Our comprehensive business reaches across high-alloy tool steels, structural carbon steels, corrosion-resistant stainless, and non-ferrous metals. We manage extensive inventories of steel pipes, plates, round bars, steel coils, angle bars, flat bars, I-beams, copper, aluminum, and titanium alloys. By operating with a scientific management model, our structural materials are optimized for aerospace structures, military gear, petrochemical refining, automotive powertrains, shipbuilding, and precision tool design.




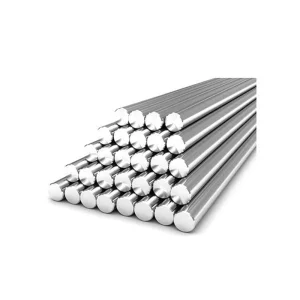
How our M35 round bars solve wear, heat, and reliability challenges across heavy manufacturing and high-stress applications.
Modern commercial and military aviation rely heavily on titanium alloys (like Titanium GR1, GR2, GR5) and superalloys. Machining these produces excessive localized heat and chemical adhesion. Our M35 Cobalt HSS bars are used to manufacture high-efficiency twist drills and reamers that endure these high temperatures without dulling, preventing tool breakage inside expensive engine casings.
Precision broaching of gears requires tool steel that retains strict dimensional tolerances under extreme friction. High-precision M35 hobbing cutters and gear shaper cutters reduce micro-chipping on gear teeth profiles, translating to less machine downtime, longer sharpening intervals, and lower per-unit production costs for global automotive supply chains.
Fabrication shops drilling structural beams, heavy machinery brackets, and low-carbon piping solutions rely on M35 tools. When working with materials like ASTM A53 low-carbon steel seamless tubes or PPGI roofing steels, M35 core drills ensure fast chip evacuation and clean, burr-free cuts.
How local production optimization in Shandong, China, delivers global engineering advantages.
The global demand for high-speed steel (HSS) with cobalt integration is rising due to the expansion of automation and high-speed CNC milling. While carbide tools have gained market share, high-speed steel tools—especially M35 and M42—remain critical for operations involving interrupted cuts, shock loading, high vibrations, or where complex tooling shapes make solid carbide cost-prohibitive.
As a leading Chinese manufacturer, Shandong Baimaoxing Iron and Steel Co., Ltd. addresses global logistics and raw material bottlenecks. We process raw ores under strict environmental and quality regulations, ensuring stable prices and constant inventory. This reliable domestic supply chain protects our international partners from unpredictable metal price fluctuations.
Visualizing the manufacturing precision, storage, and application scenarios of our steel and alloy bars.






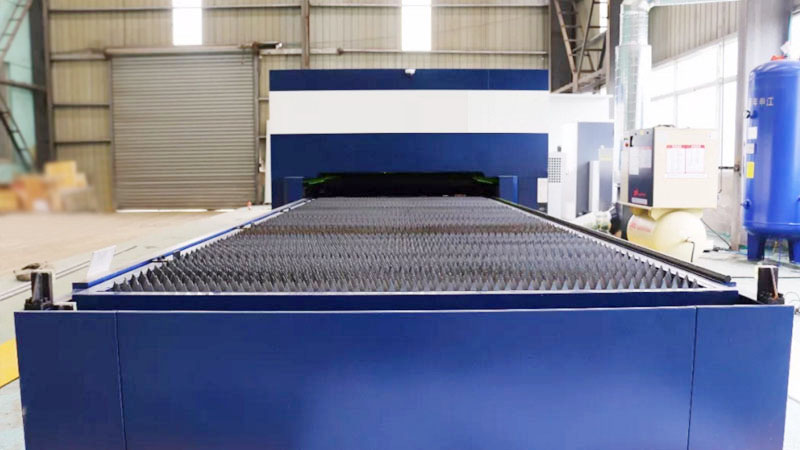
Explore our processing facilities in Liaocheng City, Shandong, showcasing personnel workflow, precision testing, and high-temperature steel refining.

















Maximizing the yield point, hardness, and durability of M35 tool steel through scientific temperature processing.
To unlock the full potential of M35 Cobalt High-Speed Steel, heat treatment must follow precise temperature steps. Deviating from these phases can cause carbide grain growth, residual austenite, and thermal cracking.
Heat slowly to 450–500°C, then equalize the temperature. Next, raise the temperature to 850–900°C for final equalization. This two-stage preheating prevents thermal shock and distortion in complex geometries.
Heat quickly to the hardening range of 1190–1230°C. Lower temperatures (1190°C) yield higher toughness, while higher temperatures (1230°C) maximize red hardness. Limit soak times to prevent excessive grain growth.
Quench in oil, a hot bath (500-550°C), or pressurized nitrogen gas. Perform a triple temper at 540-560°C for 2 hours per cycle. This process relieves internal stresses and converts residual austenite into martensite.
The shift toward cleaner steel, powder metallurgy, and advanced PVD coating substrates.
By processing raw alloys via Electroslag Remelting (ESR), we minimize macro-segregation and eliminate micro-impurities. This ensures isotropic toughness and consistent quality from the surface to the core of large-diameter bars.
Powder metallurgy produces an ultra-fine carbide distribution, eliminating the carbide bands common in traditional casting. PM-M35 delivers superior wear resistance, higher toughness, and improved grindability.
We adjust the trace elements in our M35 bars to optimize the adhesion of PVD coatings (TiAlN, AlTiN, TiSiN). This prevents micro-chipping at the tool edge during high-temperature machining.
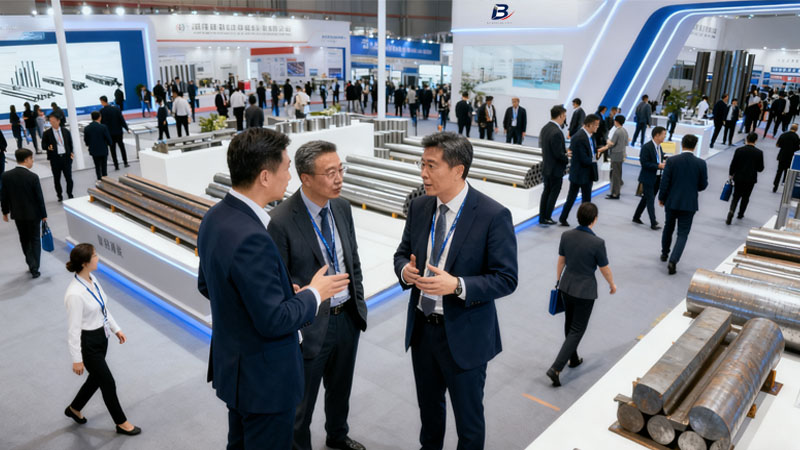
Presenting our materials, meeting global partners, and discussing high-speed steel developments at global manufacturing expos.





Get authoritative answers on grades, properties, processing, and logistics from our technical team.
The main difference is the addition of 5% Cobalt (Co) in M35. While standard M2 HSS provides excellent toughness and wear resistance under normal cutting speeds, it softens at high temperatures. M35's 5% cobalt raises its thermal tempering threshold, allowing the cutting edge to maintain its hardness under extreme friction. This makes M35 ideal for dry cutting and machining hard alloys like titanium or stainless steel.
Yes, but it requires careful controls. Because of its high alloy content, M35 is susceptible to thermal cracking. Welds must be preheated to 500-600°C and followed by a slow cool. For cutting tools, friction welding is preferred to join the HSS-Co5 working head to a structural carbon steel shank (like 45# or 4140), optimizing cost and structural integrity.
M35 tools perform well with Physical Vapor Deposition (PVD) coatings, such as Titanium Aluminum Nitride (TiAlN), Titanium Carbonitride (TiCN), and Chromium Nitride (CrN). Nitriding can also be used to create a hard wear-resistant surface layer, which reduces friction and prevents work-piece sticking.
Every melt batch undergoes optical emission spectrometry (OES) and carbon-sulfur analysis prior to casting. We provide complete Mill Test Certificates (MTC) matching ASTM A600, EN ISO 4957, or JIS G4403 standards. Third-party testing by SGS or TÜV is available upon request.
Discover our comprehensive selection of high-performance alloy sheets, pre-painted galvanized steel, and corrosion-resistant metallic plates.